

廠家")

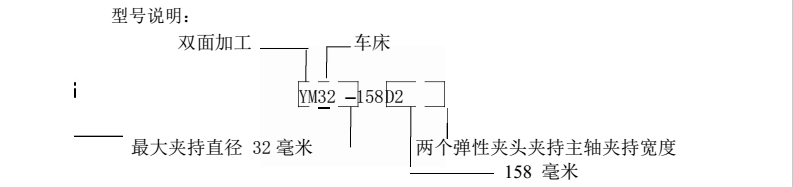
雙麵數控車(chē)床 Kel-YM-130
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
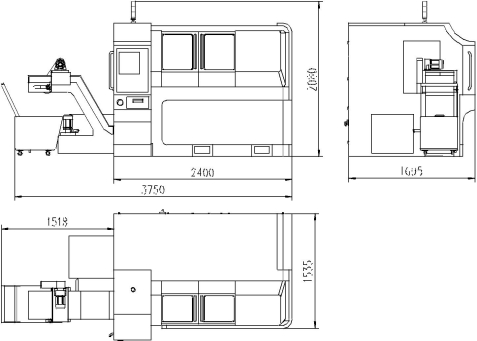
| 3.機床外形尺寸:2540 mm×1500 mm×1700mm 機床機(jī)座尺寸(cùn):2540 mm×1500 mm 機床總占(zhàn)地尺寸:2600米×1700 mm | |||||||||||
| 4.機床(chuáng)重量:4.2T | |||||||||||
| 5.機床總功率:10.2KW | |||||||||||
|
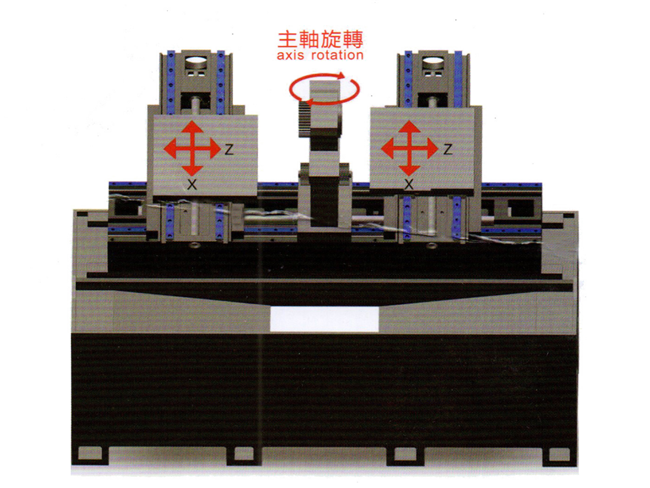
6.機床外形(xíng)尺寸(cùn)圖:
|
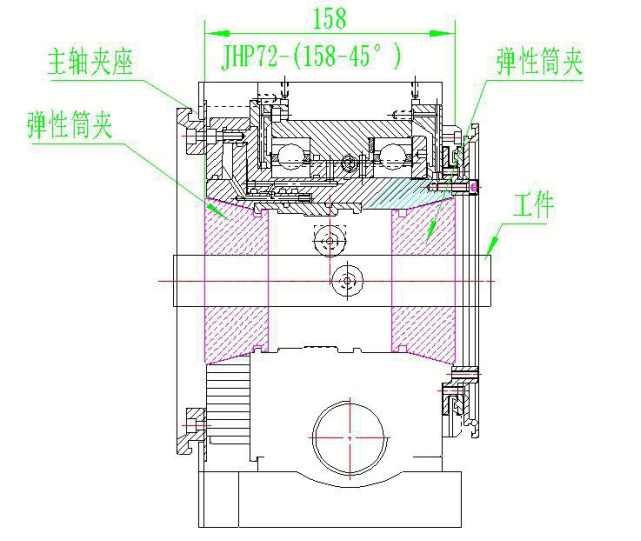
| 8.雙(shuāng)麵數(shù)控車床—機床重要配件 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
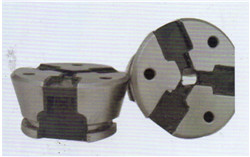
1.柔性彈簧夾頭 2.高精度主軸
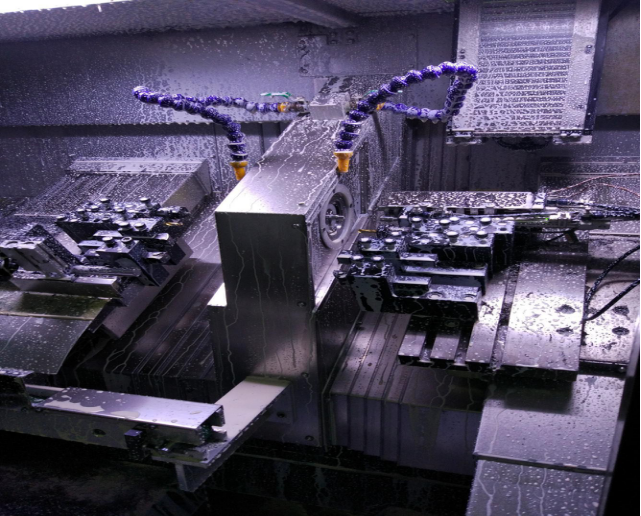
9.機床外觀照片:(因本公司會機床(chuáng)進行持(chí)續的改進,機床實現外觀(guān)可能(néng)與照片有細微區別)
功能實現
1.控製係(xì)統。通過雙通道 CNC 數(shù)控係統編程(chéng)來實現機床的自動加工。一 套係統控製兩側十字滑台。通過換刀(dāo)和數控插補完成對工件車削和鑽中心(xīn)孔等加工。左(zuǒ)右(yòu)兩組十字滑台(tái)在 G 指令編程上互不幹涉。自動運行時在啟(qǐ)動和停 止時有邏輯關係。左右兩側的自(zì)動加(jiā)工程序皆可以控製主軸啟停、轉速設定、 工件夾緊、冷卻開關以及其對應的直線滑台(tái)的插補控製等功能(néng)。
9.機床防護。機床鈑金為全封閉式。鈑金前麵(miàn)設對開滑移門,門上裝有 大麵積透明有機玻璃,便於加工觀察。滑台上(shàng)裝折疊板式防護罩(zhào)。
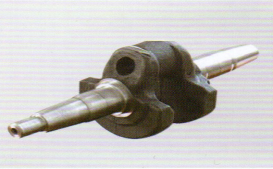
1.客戶(hù)毛坯示意(yì)圖:
|


3.加工:
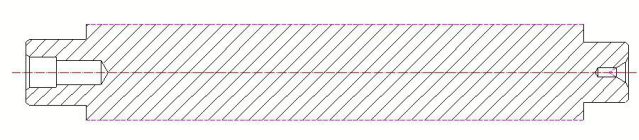
| 兩端(duān)黑色(sè)線條是加工部位 | |||||
|
同時加工端麵(miàn)、外圓、倒角、內孔、中心孔。
|
|||||
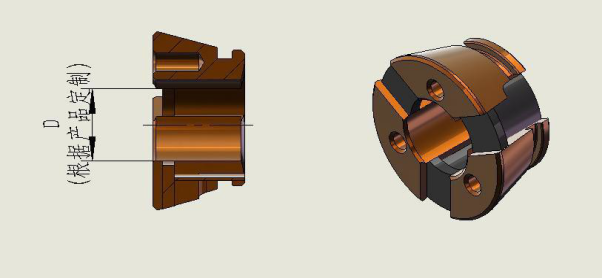
| (彈性夾頭(tóu)示意圖:<也叫筒(tǒng)夾,內孔尺寸 D 可訂做>) | |||||
| 四、機床加工(gōng)範圍及精度 | |||||
| (一)加(jiā)工(gōng)範圍 | |||||
| 1.夾持外徑:φ10– φ130mm | |||||
| 2.工件長度:100-400mm (可調:100~400mm), 長度大於500mm需要特別定製。 | |||||
| 3.最(zuì)大車削外圓(yuán):φ100mm | |||||
| 4.主軸最高鑽速可達:0-2000rpm | |||||
| 5.機床可進行兩頭車端麵、定總長、打中心孔、倒角、鑽孔、車外圓、車(chē)內孔、螺紋等(děng)加工。 | |||||
| (二)尺寸、重量 | |||||
| 1. 外形尺寸(cùn): 2540×1500×1700mm | |||||
| 2.機床重量:4200kg | |||||
| (二)加(jiā)工精度 | |||||
| 1. 中心孔深: ± 0.05mm | |||||
| 2.外圓: ± 0.01mm | |||||
| 3.兩端外圓及中心(xīn)孔同軸度:<0.015mm | |||||
| 4.車削(xuē)表麵粗糙度:鋼件 Ra 1.6-3.2 鋁件 Ra 0.8-1.6 | |||||
| 5.軸向(xiàng)尺寸(cùn)偏差:± 0.03mm | |||||
| 6. 各軸(zhóu)重(chóng)複定位精度 0.008mm | |||||
| 五、機床配置清單 | |||||
| 序號 | 部件名稱 | 型號/規格 | 生產產地 | 單位 | 數量 |
| 1 | 床身 | SC-01-01-(500-2016) | 揚牧數控 | 台 | 1 |
| 2 | 雙向主軸頭 | JHP-72 | 台灣 | 套 | 1 |
| 3 | 十字滑台 | SC-02-00-(2015) | 揚(yáng)牧數控 | 套 | 2 |
| 4 | 數控係統 | SYNTEC-21TB | 台灣新代 | 套 | 1 |
| 5 | 滑(huá)台伺服電機 | M2/130-M11525LMB | 日本安川 | 套(tào) | 4 |
| 6 | 主軸伺服電機 | CTB-47P5ZGB15-45M3GP | 蒙德 | 個 | 1 |
| 7 | 鈑金 | SC-99-00 | 合資 | 套 | 1 |
| 8 | 彈性夾頭 | NGT130-XX | 台灣 | 隻 | 2 |
| 9 | 電氣部分 | SC-98-00 | 揚牧(mù)數控 | 套 | 1 |
| 10 | 直線導軌 | RGW35CC4R2400ZBHII | 台灣上銀/ | 2 | |
| RGH30CC2R890ZA | 條 | 4 | |||
| 11 | 滾珠絲杆 | 1R32-10T4-1FDIN-700-830 | 台灣上銀/ | 條 | 4 |
| -0.018 | |||||
| 1R32-10T4-1FDIN-570-700 | |||||
| -0.018 | |||||
| 12 | 絲杆軸承 | 25TAB06U-2LR/GM P4 | NSK | 隻 | 8 |
| 13 | 導軌防護罩 | SC-21-00 | 合資 | 套 | 1 |
| 14 | 冷卻電機 | ALB-370HF-100 | 臺(tái)潤 | 台 | |
| 15 | 液壓(yā)電機 | VP20-0.75KW-4P | 油研液(yè)壓 | 套 | 1 |
| 16 | 液壓泵 | VP-20-FA3 | 油研液壓 | 套 | 1 |
| 17 | 氣源處理器 | GFC400C-10AF1 | 亞德客 | 套 | 1 |
| 18 | 熱交換器(qì) | MEA-10U-01-1227 | 同飛製冷 | 套 | 2 |
| 19 | 潤滑泵 | VERSA III-2L | 套 | 1 | |
| 22 | 聯軸器 | JYMP1-68-54-22/22 | 驥(jì)躍 | 隻 | 4 |
| JYMP1-68-54-22/24 | |||||
|
六. 高剛性,精密機械結構
|
|||||
機床性能特點說明如下:
●可加工零件總長度:≦0.01mm
●可以加工薄型有色金屬及薄型筒管,薄型最小可達1mm 以內。
●Z軸滑座采用日本機結構,30度斜麵,滑塊麵為直線移動(dòng),以麵為接(jiē)觸點,吃力量大,運轉平穩,機床鋼性好等(děng)特(tè)點。
●主軸兩端密封采用機械密封結構,保護同步帶的壽命。
●彈簧夾頭采用柔性橡膠銅套(tào)結(jié)構,使夾往直徑可以放寬1mm之內,大大改改善裝(zhuāng)夾方便性,可(kě)以(yǐ)快速裝下零件(jiàn)。
●可以兩端(duān)同(tóng)時加工,同心度能達≦0.005mm
七.工(gōng)藝對照/process Comparison
雙麵車工藝流程如下:
1、無心磨磨外(wài)圓(yuán)
2、夾工件中心,同(tóng)時車兩端麵打中心孔,車各台階。
八(bā). 零件案例。
●雙麵數控車床—適應批(pī)量高精度兩(liǎng)端同軸度加工零件。



| ● 根據客戶要求設計(jì)工件自動接料退料裝置,節省人工 | |||||
| 九. 雙麵數控車床—加工的(de)優勢 | |||||
| 效益提高:100% | |||||
| 精度提高(gāo):90% | |||||
| 合格率提高:100% | |||||
| 十、機床驗收 | |||||
| 10.1 驗收標準及要求 | |||||
| (1).在合同生效後 10 天內需(xū)方向供方提供有需方簽字確認的驗收圖紙。 | |||||
| (2).預驗(yàn)收時間(jiān)由供方在預驗(yàn)收前(qián)十五日通知需方。 | |||||
| (3).預驗收所用的零件在預驗收前 1個月,由需方向供方提供 60 件/種滿足工序要求的零件,其中 10 件(jiàn)為調試(shì)機床用,其餘 50 件作為預驗 收使用,所有(yǒu)零件預驗收完成後返回需方。 | |||||
| 10.2 預驗收 需方派人員到供方工廠進行預驗收,具(jù)體如下: | |||||
| (1).機(jī)床的外觀無鏽,無三(sān)漏現象,安全可靠,布置合理且整潔規範,操(cāo) 作維修方(fāng)便。 | |||||
| (2).機床剛性可靠,運行(háng)正常,符合本技術(shù)協議中的(de)要求。 對機床的性能及功能和加工精度進行檢測,應滿(mǎn)足技術協議要(yào)求。 機床(chuáng)連續運(yùn)轉 2 小時無故障後再進行試切加工。 | |||||
| (3).連續加工 50 件(刀具磨損影響精度(dù)除外),機床開動率為 100%, 且滿足技術協議及驗收產品圖(tú)紙要求。 | |||||
| (4).預驗收合格由雙方代表簽署《預驗收紀要》後,供(gòng)方可按《機(jī)床采購 合(hé)同》要求發運機床。 | |||||
| 10.3 終驗收 安裝(zhuāng)調試和終驗收在需方工廠(chǎng)進行,需方收到機床及附(fù)件應及時通知 | |||||
| (1).供方派人協助安裝調試,並給予支持,提供便利的條件,且確保附(fù)件(jiàn)的(de)完 整(zhěng)。若因需方廠地及其它(tā)問題無法安裝,按出廠日期起一個月後(hòu)即視同終 驗收(shōu)合格。 | |||||
| (2).檢查隨機附(fù)件及技術文件是否齊全。 | |||||
| (3).需方應準備好機床使用條件,如電源(yuán)、油料及地基等。 | |||||
| (4).需方(fāng)準備好合格的驗收所用零件及檢驗所需的量具。 | |||||
| (5).機床空運轉2小時無故障(zhàng),靜態精度符合出廠要求後進行試切。 | |||||
| (6).連續加(jiā)工 100 件(刀具磨損影響精度除外),機床開動率為 100%。 | |||||
| (7).終驗收合(hé)格後,由雙方代表簽署終(zhōng)驗收報(bào)告(gào),雙方各執一份。 | |||||
| 十(shí)一、其它事宜 | |||||
| (1).機床不得有漏電(diàn)、漏水、漏油現象。 | |||||
| (2).機床鈑金應規整、平滑。 | |||||
| (3).油漆(qī)應均勻美觀。 | |||||
| (4).其它未注事宜按機床通用技(jì)術要求,或經雙方協商訂立補充協議。 | |||||
| 本協(xié)議作為《合同》附件,經供需(xū)雙方簽章後生效。 | |||||
| (5).供方向(xiàng)需方提供機床易損件圖紙一套;機床使用(yòng)說明書一套。驗收產品(pǐn)所需刀具(jù)一套 | |||||
| (6).機床保修期一年,保修期內,當機床發生故障,收到信息後,15 分(fèn)鍾內電話響(xiǎng)應,電話不能解決的,供方(fāng)應當在收到需方通知後(hòu) 48 小時內到達需方現 場給予維修。保修期滿後,供方有義務給予修理,但收取維修成本費用(yòng)。 |
